
A radiografia em juntas soldadas para a detecção de descontinuidades
Qual é a faixa de espessura penetrada radiografável com isótopo radioativo? Qual é a classificação de filmes radiográficos industriais? Como deve ser feita a monitoração da densidade radiográfica? Qual deve ser a distância fonte-filme? Essas dúvidas estão sendo esclarecidas na NBR 15739 de 01/2021 - Ensaios não destrutivos - Radiografia em juntas soldadas - Procedimento para detecção de descontinuidades.

Equipe Target
NBR 15739 de 01/2021 – Ensaios não destrutivos – Radiografia em juntas soldadas – Procedimento para detecção de descontinuidades
A NBR 15739 de 01/2021 – Ensaios não destrutivos – Radiografia em juntas soldadas – Procedimento para detecção de descontinuidades especifica os requisitos para a realização do ensaio não destrutivo por meio de radiografia convencional utilizando raios X e/ou raios gama, para detecção de descontinuidades em juntas soldadas de materiais metálicos. Quando a (s) norma (s) de projeto ou especificação do produto estabelecer (em) requisitos específicos para a qualificação do procedimento, esta (s) prevalece (m) sobre esta norma.
A pessoa que executa o ensaio de radiografia deve atender aos requisitos da ABNT NBR NM ISO 9712. O ensaio radiográfico deve ser realizado de acordo com um procedimento escrito, o qual deve conter no mínimo os requisitos listados na tabela abaixo.
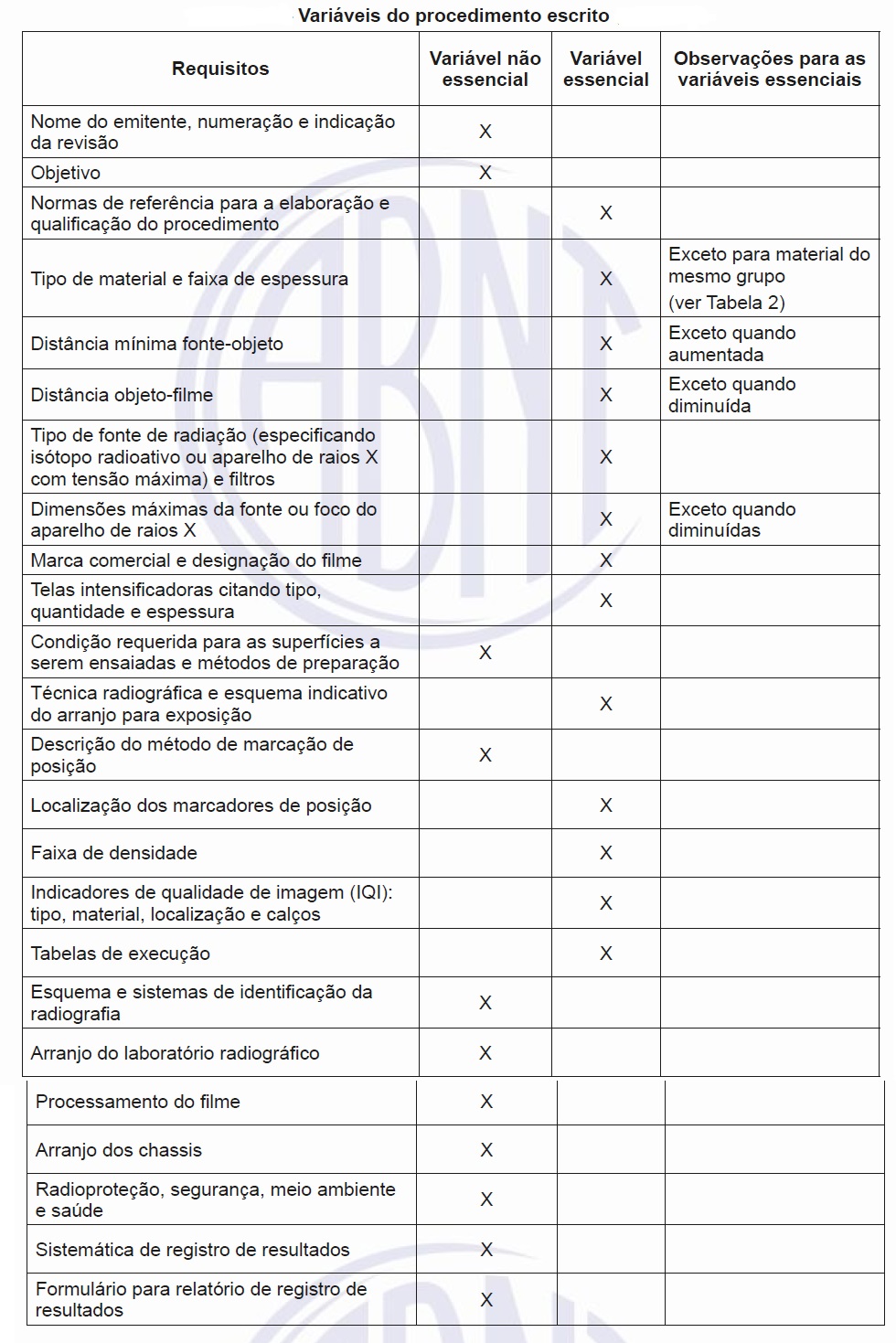
Sempre que qualquer variável da tabela acima for alterada, deve ser emitida uma revisão do procedimento. Se a variável for essencial, o procedimento deve ser requalificado. O item do sistema de medição que deve ser periodicamente calibrado é a fita densitométrica, devendo a calibração ser realizada por laboratórios que atendam aos requisitos apresentados na NBR ISO/IEC 17025.
A calibração da fita densitométrica deve ser realizada com periodicidade máxima de um ano. A calibração do densitômetro deve ser realizada conforme os requisitos especificados na ASTM E 1079 e com periodicidade máxima de três meses. O densitômetro eletrônico utilizado na verificação da densidade óptica de um filme deve ter a sua calibração verificada no início do serviço e a cada 8 h de operação contínua ou troca de turno, o que ocorrer primeiro.
O densitômetro é considerado adequado para uso se a leitura da densidade estiver dentro da tolerância de ± 0,05 H&D da densidade da fita densitométrica relatada no certificado de calibração; caso contrário, o equipamento deve ser recalibrado. Recomenda-se que o negatoscópio seja calibrado conforme a NBR NM 343.
A periodicidade de calibração do negatoscópio depende da frequência e das condições de utilização. Recomenda-se que a periodicidade de calibração atenda ao especificado na NBR ISO 10012. Qualquer reparo ou manutenção nos instrumentos de medição implica na necessidade de nova calibração, independentemente da periodicidade estabelecida.
Pode-se dizer que, quando a inspeção radiográfica for por amostragem, o comprimento mínimo do filme deve ser de 150 mm. Recomenda-se uma avaliação por lote do nível de embaçamento do filme (fog) antes do seu uso, por meio da medição da densidade radiográfica. Esta avaliação é feita processando o filme não exposto.
O valor máximo da densidade, quando não especificado, não pode ultrapassar 0,3 H&D. Para armazenamento dos filmes, devem ser atendidas as recomendações do fabricante. Quando necessário o uso de telas intensificadoras, estas devem atender ao seguinte: material: chumbo; espessura e quantidade: especificadas em função da energia de radiação; identificação: as telas reutilizáveis devem possuir um sistema que permita a sua rastreabilidade, devendo a identificação estar posicionada fora da área de interesse.
As ondulações ou irregularidades superficiais da solda, que possam mascarar ou ser confundidas com a imagem de qualquer descontinuidade, devem ser removidas por processo adequado. Os reforços de solda devem estar de acordo com o especificado pela norma de projeto aplicável.
Para aços inoxidáveis austeníticos, dúplex ou superdúplex, ligas de níquel, titânio, alumínio ou outros materiais exigidos, as ferramentas de preparação da superfície destes materiais devem ser utilizadas apenas para os mesmos materiais e devem atender aos seguintes requisitos: ser de aço inoxidável austenítico ou revestidas com este material para aços inoxidáveis (austeníticos, dúplex ou superdúplex), titânio e ligas de níquel; os discos de corte e esmerilhamento devem ter alma de náilon ou similar.
No arranjo para exposição, deve ser preparado um desenho esquemático contendo no mínimo: posicionamento da fonte; posicionamento dos image quality indicators (IQI) para avaliação de sensibilidade radiográfica; posicionamento do IQI de fio duplo, quando requerido; posicionamento dos marcadores de posição; indicação da dimensão considerada a distância fonte-filme; técnica radiográfica. Para radiografar tubos com diâmetro externo igual ou inferior a 89 mm (3,5”), recomenda-se que seja utilizada a técnica PD-VD.
Neste caso, recomenda-se que as elipses tenham a dimensão do eixo menor interno entre 10 mm e 15 mm. Para a verificação da radiação retroespalhada, utilizar a letra “B” de chumbo, com dimensões mínimas de 11 mm de altura e 1,5 mm de espessura, que deve ser fixada atrás do chassi durante a exposição. Recomenda-se posicioná-la na condição mais sujeita ao retroespalhamento e adjacente à área de interesse.
A área de interesse da radiografia deve estar livre de sobreposição, com a identificação, o calço do IQI e os marcadores de posição. Recomenda-se utilizar, como marcadores de posição, caracteres de chumbo com altura máxima de 12 mm. Devem ser obedecidos os requisitos a seguir: fixar os números de chumbo a uma fita, em ordem crescente (0, 1, 2 …) e a intervalos regulares; quando não existir uma sistemática de identificação e rastreabilidade estabelecida, recomenda-se para juntas circunferenciais, que a fita seja enrolada ao equipamento ou à tubulação com a numeração no sentido dos ponteiros do relógio, tomando-se a posição do mostrador como voltada para as direções norte ou leste, para equipamento ou tubulação com eixo longitudinal na posição horizontal e para cima, no caso de equipamento ou tubulação com eixo longitudinal fora da posição horizontal.
Para juntas longitudinais, que a fita seja fixada ao equipamento ou tubulação, sendo a numeração crescente do sul para norte ou do oeste para o leste, no caso de juntas horizontais e de baixo para cima, no caso de juntas verticais ou não horizontais. Isso não se aplica quando não houver definição das direções norte-sul e leste-oeste. Para dutos e tubulações, deve-se indicar a numeração crescente conforme a direção do fluxo de escoamento, quando este for unidirecional; para o perfeito posicionamento da referência zero da fita, um dos símbolos indicados nessa norma deve ser marcado sobre o equipamento ou a tubulação, de preferência na parte superior do equipamento ou da tubulação, no caso de juntas circunferenciais, sendo que a referência zero da fita deve ser fixada na base do símbolo marcado.
A sensibilidade radiográfica deve ser verificada pelo uso de IQI, o qual deve apresentar, na radiografia, uma imagem perfeitamente definida, inclusive de seus números, letras de identificação, furo ou arame essencial, tanto na técnica de se avaliar cada filme individualmente quanto na técnica de avaliar simultaneamente dois filmes sobrepostos. Para o IQI de fio, o arame essencial é visível quando visualizado no mínimo a 10 mm do seu comprimento, na área de interesse da radiografia, limitado à largura da solda e somado à zona termicamente afetada (ZTA).
O IQI deve ser selecionado em função do material a ser radiografado. O material do IQI deve ter um coeficiente de absorção equivalente quanto possível do material a ser ensaiado. Caso contrário, o IQI deve ter um coeficiente de absorção inferior e o mais próximo possível do material a ser inspecionado. Se isso não for possível em função de uma diferença de absorção muito grande, devem ser fabricados IQI do mesmo material a ser ensaiado.
FONTE: Equipe Target



